YH-PK
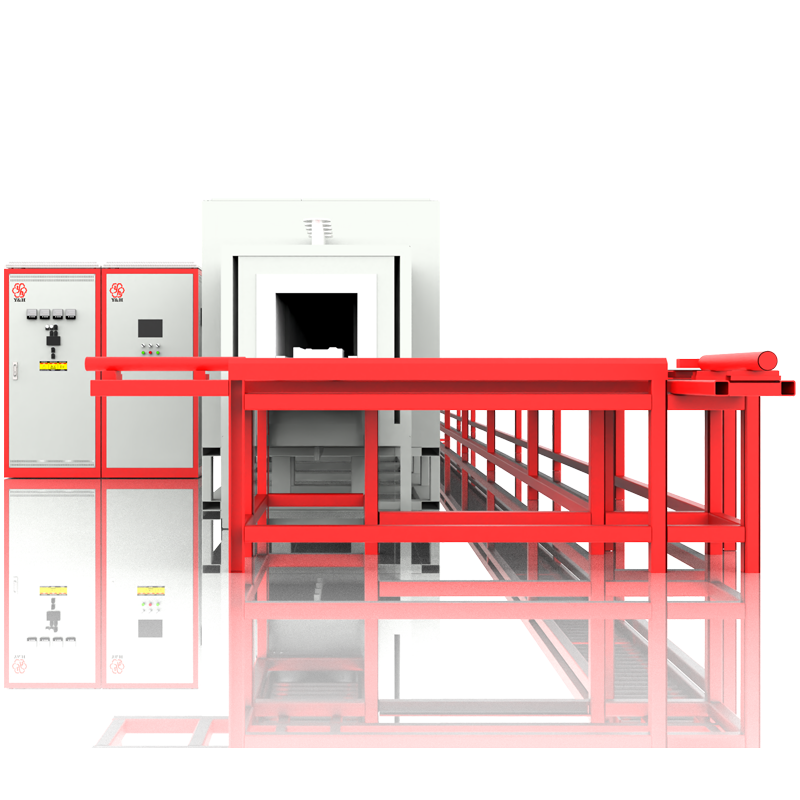


A pusher kiln is a continuous production kiln with a refractory material channel inside. Products are heated electric resistance heating elements. Materials are placed inside saggers(Crucible) on the pusher plate and uniformly heated as the pusher plate is steadily propelled forward by a top car. The kiln maintains low-temperature differentials inside, ensuring even heating of materials.
This kiln is designed for firing various powder products such as ceramics, lithium batteries, powders, oxides, fluorides, and other materials that require firing under specific conditions.
Process Requirements
The kiln must support temperature adjustment, firing cycle time adjustment, and speed regulation to achieve the desired firing process for products.
Requirements for Tooling
Pusher plate material: Super grade corundum mullite, average working life greater than 120 cycles. 3.2 The customer must provide box bowls and other kiln furniture. 3.3 Product loading height: 50-500 mm.
Power Installation Requirements for Electric Kiln
Power supply: Three-phase 380V ± 10%, 50HZ.Can be customized according to the local power supply
The electric kiln installation should include matching electric kiln base rails, cable laying troughs, or conduits. The indoor environment should have minimal air convection, and the temperature in the electrical control room should be 0-40°C.
Technical Performance of Electric Kiln
Furnace chamber requirements: Single or dual channel structure with furnace bricks made of super grade corundum mullite (high temperature zone), heavy-duty high alumina (low temperature zone) + high-strength anti-peeling alumina hollow balls + lightweight insulating bricks + fibers. The furnace bottom slide uses 99 corundum high temperature wear-resistant materials, and plug bricks use high-strength anti-peeling alumina hollow balls. Tongue and groove structure is used for furnace bricks and kiln joints to ensure dimensional stability during long-term operation.
The furnace body is modular and can be assembled on site, facilitating factory-based assembly and rapid on-site installation within a day. The furnace shell is a steel structure made of 8# channel steel, 6# equal angle steel, and 3mm steel plate welded together. Conical positioning pins are used between adjacent furnace shells to maintain a flat furnace bottom. Both sides of the kiln are decorated with high-quality cold-rolled plate edges for a neat and elegant appearance.
The furnace body's inlet roof is equipped with exhaust ports to discharge combustion waste gases, with adjustable exhaust volume. The chimney structure utilizes an external steel pipe and moves the heat zone forward, allowing for low-temperature preheating of incoming products to prevent cracking.
Furnace chamber dimensions: Customizable based on specific customer requirements.
Rated power: Depends on factors such as customer operating temperature and furnace chamber size.
Maximum operating temperature: 1600°C, long-term operating temperature: ≤1550°C. Temperature control accuracy: ±1°C (after stabilization);
temperature uniformity within the constant temperature zone: ≤±3°C. Temperature rise on furnace side walls: ≤40°C.
Propulsion Section
The propulsion mechanism adopts hydraulic propulsion with synchronous operation. The propulsion platform is lined with wear-resistant ceramic strips.
Propulsion speed: Steplessly adjustable from 600 to 2500 mm/h.
The propulsion system is equipped with functions for slow advance, fast retreat, and automatic movement.
Options (specify these at time of order)
- Control software and system.
- Multi-face heating
- Anti-corrosion
- Multi-temperature control
- Vacuum requirements